- Машина
- Решение для упаковки



- О сайте


Интерпак
Май. 4-10, 2025
8bD80-8
137-я Кантонская ярмарка
15-19 апреля 2025 г.
19.1B22  Русский
Русский















Здравствуйте! Всем.
HonorPack искренне признателен клиентам со всего мира, использующим наши машины и технологические линии.
Инженеры с многолетним опытом работы в пищевой и фармацевтической промышленности предоставят не только подходящие машины, но и ценные производственные решения, заботящиеся о рабочей среде и производительности в соответствии с HACCP.
Стремясь к успеху клиентов, мы имеем честь быть партнером SUMSANG и корейского правительственного проекта, чтобы помочь малому бизнесу с автоматической машиной для замены трудовой деятельности.
Мы обещаем успешное будущее вместе с клиентами при нашем своевременном и правильном обслуживании!
Май. 4-10, 2025
8bD80-8
15-19 апреля 2025 г.
19.1B22
Русский
Honorpack предлагает Вам картонные машины для вторичной упаковки, автоматизированные производственные линии, упаковочные машины, оборудование для интеграции приложений и т.д. Применяется для упаковки продуктов питания, кондитерских изделий, скобяных изделий, медицинских товаров, товаров повседневной химии и других видов вторичной картонной упаковки. Свяжитесь с нами сегодня, чтобы узнать больше историй успеха клиентов!
Полностью автоматическая картоноделательная машина Honorpack использует автоматическую систему управления с человеко-машинным интерфейсом для завершения процесса упаковки: складывание листовки, открытие коробки, укладка материала и инструкции в коробку, печать номера партии, запечатывание и т.д. Наши машины оснащены мультисенсорами, которые определяют процесс упаковки в режиме реального времени, отбраковывая некачественную продукцию (без материала и инструкции) и достигая 100% выхода продукции.

Картонажные машины Honorpack имеют модульную конструкцию для быстрой смены материала и быстрого переключения и настройки модулей картонирования. Наши картоноделательные машины предназначены для широкого диапазона размеров коробок и быстрой смены стилей упаковки, и могут быть настроены в соответствии с Вашими потребностями в картонировании путем добавления функций нанесения клея, вставки язычка, легко отрываемой линии точек, кодирования и выдачи инструкций.
Разные продукты имеют разные характеристики. В среднем, наша картоноделательная машина может завершить примерно 50-150 операций в минуту, для продуктов питания в зависимости от скорости работы системы подачи. Для таблеток самая высокая скорость составляет около 300-500 с/мин.















Работаете ли Вы в пищевой, косметической, фармацевтической или химической промышленности, картонная машина необходима для изготовления коробок для упаковки и доставки Вашей продукции.
Картонировочные машины Honorpack подходят для изготовления пакетов, бутылок, фармацевтических препаратов (блистеров, туб, флаконов), палочек, туб, лотков, капсул … и многого другого.



Пожалуйста, нажмите ниже, чтобы посмотреть процесс производства Картонировочной машины для различных типов упаковки.

Вертикальная картонажная машина Honorpack предназначена для сборки и заполнения картонных коробок в вертикальной ориентации. Продукты обычно загружаются в коробки сверху, после чего коробки запечатываются. Этот тип идеально подходит для продуктов с постоянными формами и размерами. Кроме того, он подходит для деликатных и свободно текущих продуктов. Вертикальная машина упаковывает самые разные продукты — от сухих макарон до содержимого риса.

Эта машина работает путем загрузки продуктов в картонные коробки сбоку. Картонные коробки обычно предварительно формируются и открываются горизонтально перед заполнением. Этот тип подходит для товаров неправильной формы и обеспечивает гибкость при упаковке продуктов различных размеров.

Картонажная машина непрерывного действия Honorpack будет работать с системой непрерывного движения, складывая, заполняя и запечатывая картонные коробки без пауз. Со скоростью упаковки 120-150 коробок в минуту машина повысит эффективность и подойдет для массового производства.

Картонажная машина прерывистого действия Honorpack работает в режиме «стоп-энд-гоу», подходящем для различных размеров коробок и низких скоростей. Машина упаковывает со скоростью 50-60 коробок в минуту, обеспечивая точность при работе с небольшими партиями или разнообразной продукцией с высокой производительностью.



— Ваш универсальный источник для картонажных машин
БОЛЕЕ 20 ЛЕТ ОПЫТА
— ФОКУС НА ПРОИЗВОДСТВЕ УПАКОВОЧНЫХ МАШИН
ПЕРЕДОВОЙ ДИЗАЙН ПО КИТАЙСКИМ ЦЕНАМ
— ЭКОНОМИЯ ЗАТРАТ ОТ 30% ДО 50%
Расширение глобального охвата:
— ЭКСПОРТИРОВАНИЕ МАШИНЫ В БОЛЕЕ 50 СТРАН
МАКСИМИЗАЦИЯ ПОСЛЕПРОДАЖНОГО ОБСЛУЖИВАНИЯ
— ЧЕРЕЗ МЕСТНЫХ АГЕНТОВ
ПОЛНАЯ ЛИНИЯ УПАКОВОЧНЫХ РЕШЕНИЙ
— ИНТЕГРИРОВАННОЕ ОБОРУДОВАНИЕ ДЛЯ ВЗВЕШИВАНИЯ, НАПОЛНЕНИЯ, ТРАНСПОРТИРОВКИ, ПРОВЕРКИ, УПАКОВКИ В КАРТОННУЮ КОРОБКУ, РОБОТИЗИРОВАННОЕ И Т.Д.

Подробнее о картонной машине Основная структура и принцип работы
В этой машине используется ряд сложных механизмов, имитирующих ручные действия для выполнения автоматической загрузки коробки, толкания коробки, складывания и запечатывания листовки и других процессов. Рабочий процесс этой машины выглядит следующим образом:
Пневматическая система состоит из вакуумного генератора и безмасляного вакуумного насоса с электромагнитным клапаном.
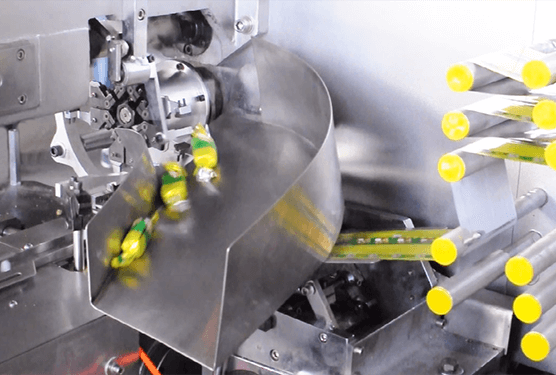
Сначала устройство для загрузки материалов помещает их на станцию транспортировки, а механизм транспортировки оснащен фотоэлектрическим датчиком или механизмом обнаружения материала, чтобы определить, соответствует ли продукт требованиям производства. Если он соответствует производственным требованиям, производство продолжается. Если он не соответствует требованиям, то бумагоделательная машина не имеет механизма всасывания коробок или удаляет (настраивает) инструкции, размещенные на бумагоделательной машине, через цилиндр для отходов. Под совместным действием сжатого воздуха и настоящего воздуха бумагофальцевальная машина вдыхает и формирует бумагу в соответствии с требованиями пользователя. После подачи вращающейся скрепки она направляется в цепь хождения бумаги и под действием цепи хождения бумаги перемещается на станцию проталкивания, чтобы дождаться проталкивания. В то же время, механизм всасывания картонных коробок высасывает картонные коробки, находящиеся на складе коробок, помогает механизму толкания материалов отвлечь коробки, помещает их на цепь для завершения толкания материалов и перемещает их на станцию толкания через цепь шагающих коробок для ожидания болюса. Если датчик, расположенный на передней панели, не обнаружит на цепи подачи бумаги, команда будет передана в ПЛК, и в определенное время цилиндр управления пневматической системы устранит несоответствующий продукт на выходе.
Когда бумажная коробка правильно всасывается со склада и падает на цепь, датчик на нижнем конце не выдает сигнала; когда в процессе всасывания бумажной коробки происходит сбой (например, застревание), шток нажимной коробки поворачивается вверх, ПЛК посылает управляющий сигнал, так что хост останавливает работу и запускается снова после ожидания устранения неисправности. Когда коробка правильно всасывается и помещается в цепочку шагающих коробок, датчик, расположенный на промежуточной плате, обнаруживает сигнал коробки в течение отложенного времени. Затем продольный толкающий механизм заталкивает материалы и инструкции в коробку. Если в процессе произойдет застой, сработает устройство перегрузки, расположенное на штоке плунжера. В это время датчик подаст сигнал, который остановит работу механизма.
Когда материалы и листовки будут аккуратно вложены в коробку, коробка продолжит двигаться вперед под действием картонной цепи. После устройства тиснения стальной символ набирается и поступает на станцию запечатывания коробки. На выходном конвейере установлено устройство для удаления обрезков, и все обрезки, обнаруженные при предыдущем обнаружении, могут быть удалены, чтобы гарантировать, что упакованные коробки соответствуют требованиям.

Привет, я Фрэнсис Ву, основатель и генеральный директор HonorPack. 20 лет я руководил заводом по производству упаковочного оборудования в Китае, обсуждал оборудование и работу с нашим техническим персоналом и общался с нашими опытными экспертами по упаковке.
Honor Packaging Machinery Co.,Ltd
Здание 17, №16, Binhai 2nd Road, LongwanDistrict, Wenzhou, Zhejiang, China
Машина HonorPack
Обычно отвечает в течение нескольких минут
Есть вопросы, связанные с упаковочная машина?
🟢 Онлайн | Политика конфиденциальности
You may fill the form and let our sales assistant you to find the right machine.
Free sample pouch, material testing.
Puede completar el formulario y dejar que nuestro vendores recomenden la máquina adecuada
Вы можете заполнить форму и позволить нашим продавцам помочь Вам найти подходящую машину.