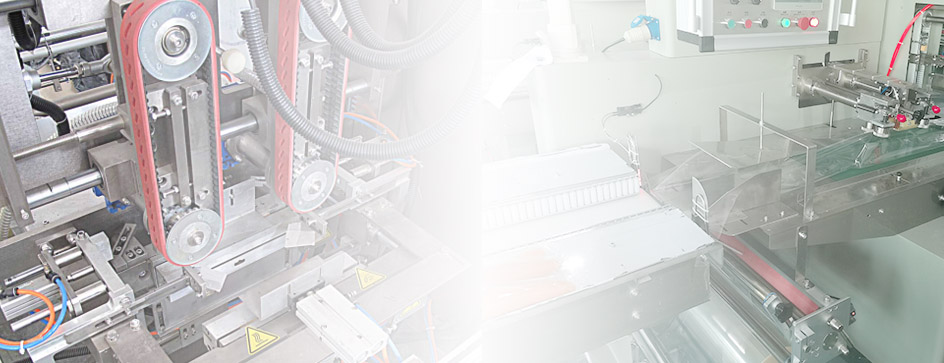



















Les solutions d’emballage économiques et efficaces utilisant des sacs formés par film, ainsi que la nature compacte et peu encombrante des machines VFFS, les ont rendues largement applicables dans diverses industries.
Vous souhaitez comprendre le fonctionnement des machines de remplissage de formulaires verticaux ? Souhaitez-vous connaître les fonctions et les caractéristiques des composants des machines VFFS ? Dans cet article, je vous présenterai le processus d’emballage des remplisseuses de formulaires verticaux, du film enroulé au sac fini.
Principe de fonctionnement de la remplisseuse-scelleuse verticale
La machine de remplissage et de scellage verticale, également connue sous le nom de machine de remplissage et de scellage à collet, est adaptée à l’emballage de divers matériaux tels que les granulés, les poudres, les liquides et les pâtes dans des sachets. La machine forme des rouleaux de film plastique en sachets, puis mesure le poids ou le volume prédéterminé du produit à l’aide d’un système de dosage avant de sceller le sachet, créant ainsi un emballage complet.
Déroulement du film / tirage du film
Le film en rouleau est déroulé par un dispositif externe de décollement du film et tiré par une bande transporteuse à servomoteur.
- Fonction d’alignement automatique du film : La machine ajuste automatiquement le film afin d’assurer un alignement correct et d’éviter un mauvais alignement de l’emballage.
- EPC (Edge Position Control) : Le système EPC est utilisé pour ajuster l’alignement central du film. En appuyant sur la touche « gauche » ou « droite », vous déplacez le cadre du film pour ajuster la position du film et l’aligner sur le centre de l’appareil.
- Panneau de commande : Les opérateurs peuvent régler la tension et le suivi du film à l’aide de l’écran tactile afin d’assurer un déroulement correct du film pendant le processus de formage.
Impression de codes
Le codeur est adapté aux films plastiques, PP, OPP, sacs en papier, étiquettes, etc., intégrés dans les machines VFFS pour imprimer les numéros de lot, les dates de production et les dates d’expiration sur le film lors de son passage dans la machine.
#1 Réglez les barres de soudure horizontales et verticales, ainsi que le codeur de date, à la température requise pour que l’encre adhère correctement au matériau d’emballage.
#2 Synchronisez la vitesse d’impression du codeur avec la vitesse d’emballage de la machine.

Réglage de la longueur du sac
Réglez la longueur cible du sac à l’aide du panneau de commande, puis réglez la vitesse d’entraînement du servomoteur pour tirer le film. Lors du réglage de la longueur du sac sur une machine VFFS, les facteurs suivants doivent être pris en compte :
Choix de la méthode de positionnement du film :
Le positionnement du film comporte deux options sélectionnables sur l’écran tactile : la longueur de la marque de couleur (œil photo-électrique) et la longueur de l’encodeur.
Longueur de la marque de couleur (œil photo-électrique) :
En général, les films imprimés portent des marques de couleur. L’œil photo-électrique détecte ces marques de couleur sur le film. La longueur du sac est déterminée par la distance entre les marques de couleur. La position de coupe du film peut être ajustée en fonction des marques de couleur afin d’éviter de couper le motif imprimé.

Longueur du codeur :
Le choix de la longueur du codeur permet de modifier directement la longueur de l’emballage à l’écran. La longueur est détectée au fur et à mesure qu’elle défile, ce qui modifie immédiatement la taille du sac produit (pour modifier la largeur du sac, il faut changer d’unité de formage). La longueur du film coupé est correcte, mais la position de coupe ne peut pas être ajustée, ce qui peut entraîner une coupure dans le dessin imprimé du film.
Premier et deuxième film de tirage
Lorsque le sac doit étirer le film deux fois, réglez ici la deuxième longueur d’étirement (longueur d’étirement totale = première longueur d’étirement + deuxième longueur d’étirement).
Tenir compte de la résistance des films
Il existe une résistance à la friction entre le film et la machine, qui influe sur la longueur réelle du sac d’emballage. (Les films plus épais ont une plus grande résistance).
Si la longueur du sac d’emballage n’atteint pas la longueur précise définie, ajustez les données de correction jusqu’à ce que la longueur réelle souhaitée soit atteinte.
Élévation / pesage de matériaux
Les machines d’emballage VFFS sont équipées de systèmes de levage et de systèmes de mesure pour le levage et le pesage des matériaux.

Système de levage de matériaux :
Il transporte le matériau emballé du sol jusqu’à la trémie de pesage située au-dessus de la machine d’emballage. Il peut être divisé en types de granulés, de poudres et de liquides/pâtes.
Matières granuleuses : Élévateur de type Z, grand élévateur incliné, élévateur à godet unique, élévateur à godet.
Matériau des poudres : élévateur à vis, élévateur à vide
Système de pesée des matériaux :
Le matériau est soulevé jusqu’à la trémie et mesuré en fonction du poids d’emballage défini.
Les systèmes de mesure les plus couramment utilisés sont les suivants :
Balances combinées (pour le pesage de matériaux granuleux, en flocons, en blocs et en bandes, y compris les bonbons, les biscuits, les grains de café, les chips, les noix, les aliments surgelés, les légumes, etc., avec une vitesse rapide et des mesures précises).
Machines de dosage à vis (pour les poudres telles que la farine, le café en poudre, les protéines en poudre, les additifs, etc.)
Balances linéaires à 2 têtes/4 têtes/6 têtes (pour les granulés fins ou les poudres grossières, le riz, le sucre, le sel, la lessive, le café en poudre, avec une plage de mesure plus large que les balances combinées, une précision acceptable, une vitesse légèrement inférieure à celle des balances combinées, adaptées à différents matériaux).
Pour les liquides ou les pâtes, on utilise des machines de remplissage à piston (ou des pompes rotatives servocommandées pour une grande précision, une large gamme, une vitesse rapide, mais un prix plus élevé).
Formation des sacs
Une fois le film déroulé, il est étiré et coupé en fonction de la longueur de sac définie, puis formé en sacs à l’aide de différents dispositifs de formage. Les opérateurs peuvent modifier la largeur des sacs d’emballage en remplaçant les différents dispositifs de formage.
Les bords du film se chevauchent verticalement et sont scellés à chaud pour former la soudure arrière du sac d’emballage. Les réglages des machines VFFS permettent de sélectionner différentes formes de soudure arrière.

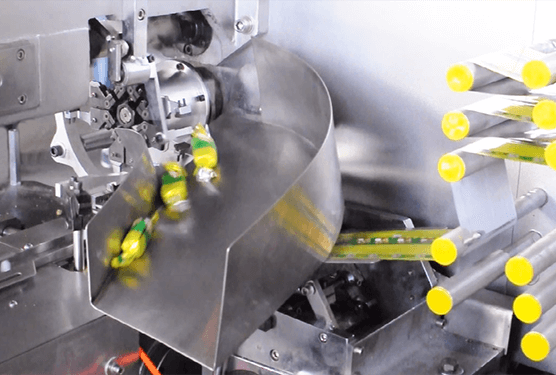
Remplissage et scellage de sacs
Le système d’alimentation par dosage achemine les matériaux dans la zone de formation des sacs d’emballage. Une fois le sac rempli, la pince de scellage scelle le haut du sac, créant un scellage supérieur pour un sac et un scellage inférieur pour le sac suivant.
Voici les caractéristiques de la soudure des sacs :
- Le réglage du temps de soudure et de la pression des mâchoires de soudure garantit la qualité de la soudure des sacs.(L’épaisseur des différents films affecte la vitesse et l’efficacité de la fusion et de la soudure du film.)
- La mâchoire robuste est équipée d’un tampon pour l’absorption des chocs et la réduction du bruit.
- La station de scellage peut régler indépendamment la température, ce qui est essentiel pour contrôler la température de scellage pour les scellages horizontaux et verticaux. Cela s’applique à différents types de films thermoscellés. (Pour le scellage de films composites, des barres chauffantes à température constante sont utilisées pour le scellage ; le film PE est scellé en chauffant instantanément des fils de résistance, ce qui nécessite un contrôle précis de la température – une température trop élevée peut faire fondre le film PE, tandis qu’une température trop basse peut entraîner un scellage inadéquat).
- Les caractéristiques optionnelles comprennent un dispositif de pliage des bords (qui crée des plis sur le sac d’emballage), un dispositif de poinçonnage (trous papillon, trous ronds, trous de poignée) et un dispositif de rinçage à l’azote (pour la préservation du produit).
Sortie du sac
Le dispositif de coupe de la machine sépare les sacs d’emballage continus scellés, et les sacs d’emballage coupés sont transportés via une bande transporteuse vers des équipements en aval tels que des palettes, des trieuses pondérales, des détecteurs de métaux, des équipements de mise en boîte, etc.