- Machine
- Solution



- A propos de


Interpack
Mai. 4-10, 2025
8bD80-8
137e Foire de Canton
15-19 avril 2025
19.1B22  Français
Français















Bonjour ! Tout le monde.
HonorPack apprécie sincèrement les clients du monde entier qui utilisent nos machines et nos lignes de traitement.
Des ingénieurs ayant une longue expérience dans le domaine de l’industrie alimentaire et pharmaceutique vous fourniront non seulement les machines adéquates mais aussi des solutions de production précieuses qui respectent l’environnement de travail et la productivité avec HACCP.
Avec nos efforts pour apporter le succès à nos clients, nous avons l’honneur d’être le partenaire de SUMSANG et du projet du gouvernement coréen pour aider les petites entreprises avec des machines automatiques pour remplacer le travail de la main d’œuvre.
Nous promettons de construire un avenir prospère avec nos clients grâce à notre service intime et correct !
Mai. 4-10, 2025
8bD80-8
15-19 avril 2025
19.1B22
Français
Honorpack vous fournit des machines d’emballage secondaire en carton, des lignes de production automatisées, des machines d’emballage, des équipements d’intégration d’applications, etc. Applicable à l’alimentation, à la confiserie, à la quincaillerie, à la médecine, aux produits chimiques quotidiens et à d’autres emballages d’étuyage. Contactez-nous dès aujourd’hui pour en savoir plus sur les réussites de nos clients !
L’encartonneuse entièrement automatique d’Honorpack utilise un système de contrôle automatique à interface homme-machine pour compléter le processus d’emballage : pliage de la notice, ouverture du carton, introduction du matériel et des instructions dans le carton, impression du numéro de lot, scellage, etc. Nos machines sont équipées de multi-capteurs pour détecter le processus d’emballage en temps réel, rejeter les produits non qualifiés (pas de matériel, pas de manuel) et atteindre un taux de rendement de 100 %.

Les étuyeuses Honorpack sont de conception modulaire, ce qui permet un changement rapide des matériaux ainsi qu’un changement et un réglage rapides des modules d’étuyage. Nos étuyeuses sont conçues pour une large gamme de tailles d’étuis et un changement rapide des styles d’emballage. Elles peuvent être personnalisées pour répondre à vos besoins d’étuyage en ajoutant de la colle, une languette d’insertion, une ligne de points faciles à déchirer, un codage et des fonctions de distribution de manuels d’instruction.
En moyenne, notre encartonneuse peut traiter environ 50 à 150 produits par minute, pour les aliments, en fonction des différentes vitesses du système d’alimentation. Pour les comprimés, la vitesse la plus rapide est d’environ 300–500cpm.















Que vous travailliez dans l’industrie alimentaire, cosmétique, pharmaceutique ou chimique, une étuyeuse est nécessaire pour fabriquer des cartons afin d’emballer et de livrer vos produits.
Les étuyeuses de Honorpack conviennent pour les sacs, les bouteilles, les produits pharmaceutiques (blisters, tubes, flacons), les bâtonnets, les tubes, les plateaux, les capsules …et plus encore.



Cliquez ci-dessous pour voir le processus de production d’une étuyeuse pour différents types d’emballage.

L’étuyeuse verticale Honorpack est conçue pour former et remplir des étuis en orientation verticale. Les produits sont généralement chargés dans les cartons par le haut, et les cartons sont ensuite scellés. Ce type d’encartonneuse est idéal pour les produits de forme et de taille homogènes. Il convient également aux produits délicats et fluides. Les machines verticales emballent les pâtes sèches et le riz.

Cette machine fonctionne en chargeant les produits dans les cartons par le côté. Les cartons sont généralement préformés et ouverts horizontalement avant d’être remplis. Ce type de machine convient aux articles de forme irrégulière et offre une grande flexibilité pour l’emballage de produits de différentes tailles.

La machine d’étuyage en continu de Honorpack fonctionnera avec un système de mouvement continu pour plier, remplir et sceller les cartons sans pause. Avec une vitesse d’emballage de 120-150 cartons/minute, la machine augmentera l’efficacité et sera adaptée à la production de masse.

L’encartonneuse intermittente Honorpack fonctionne en mode stop-and-go et convient à diverses tailles d’étuis et à des vitesses plus lentes. La machine emballe à une vitesse de 50-60 cartons/minute, elle offre une précision pour les petits lots ou les produits variés avec une performance de coût élevée.



– Votre source unique pour les machines d’étuyage
PLUS DE 20 ANS D’EXPÉRIENCE
– SPÉCIALISÉ DANS LA FABRICATION DE MACHINES D’EMBALLAGE
UNE CONCEPTION DE POINTE À DES PRIX CHINOIS
– DES ÉCONOMIES DE 30 À 50 %.
EXPANSION DE LA PORTEE MONDIALE :
– EXPORTER LA MACHINE DANS PLUS DE 50 PAYS
MAXIMISER LE SERVICE APRÈS-VENTE
– PAR L’INTERMÉDIAIRE D’AGENTS LOCAUX
SOLUTIONS D’EMBALLAGE COMPLÈTES
– ÉQUIPEMENT INTÉGRÉ POUR LE PESAGE, LE REMPLISSAGE, LE TRANSPORT, LE CONTRÔLE, L’ENCARTONNAGE, LA ROBOTIQUE, ETC.

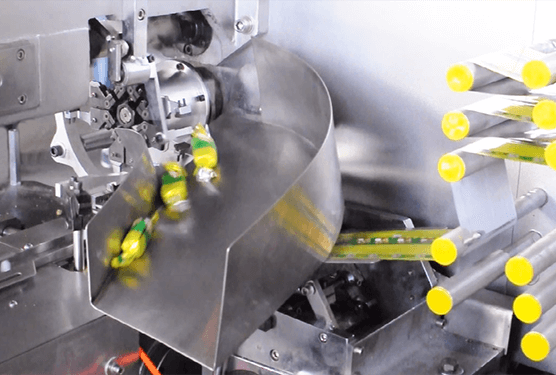
En savoir plus sur l’encartonneuse Structure principale et principe de fonctionnement
Cette machine adopte une série de transmissions complexes, simulant l’action manuelle pour réaliser le chargement automatique du carton, la poussée du carton, le chargement du carton, le pliage et le scellement des dépliants et d’autres processus. Le flux de travail de cette machine est le suivant :
Le système pneumatique est composé d’un générateur de vide et d’une pompe à vide sans huile avec électrovanne.
Tout d’abord, le dispositif de chargement des matériaux place les matériaux sur la station de transport hôte, et le mécanisme de transport est équipé d’un mécanisme de détection photoélectrique ou de détection des matériaux, afin de déterminer si le produit répond aux exigences de la production. S’il répond aux exigences de production, la production se poursuit. S’il n’est pas conforme aux exigences, la machine à plier le papier n’est pas équipée d’un mécanisme d’aspiration des cartons ou retire (sur mesure) les instructions placées sur la machine à plier le papier par le biais du cylindre de déchets. Sous l’action combinée de l’air comprimé et de l’air véritable, la plieuse de papier est aspirée et formée selon les exigences de l’utilisateur. Après la livraison du trombone rotatif, il est envoyé à la chaîne de marche du papier et entraîné par la chaîne de marche du papier pour se déplacer jusqu’à la station de poussée pour attendre la poussée. Dans le même temps, le mécanisme d’aspiration des cartons aspire les cartons placés dans l’entrepôt de cartons, aide le mécanisme de poussée des matériaux à distraire les cartons, les place sur la chaîne pour compléter la poussée des matériaux, et les déplace vers la station de poussée par l’intermédiaire de la chaîne de marche des cartons pour attendre le bolus. Lorsque le capteur situé sur le panneau avant ne détecte pas la présence d’une instruction d’utilisation sur la chaîne d’alimentation en papier, la commande est transmise à l’automate programmable et, à un moment précis, le cylindre de commande du système pneumatique élimine le produit non conforme à la sortie.
Lorsque le carton est correctement aspiré de l’entrepôt et tombe sur la chaîne, le capteur situé à l’extrémité inférieure n’émet aucun signal ; lorsque le carton présente un défaut (tel qu’un bourrage) dans le processus d’aspiration, la tige de pression du carton est tournée vers le haut, l’automate envoie le signal de commande, de sorte que l’hôte s’arrête de fonctionner et redémarre après avoir attendu la résolution du problème. Lorsque le carton est correctement aspiré et placé dans la chaîne de transport, le capteur situé sur la carte intermédiaire détecte un signal de carton dans le délai imparti. Le mécanisme de poussée longitudinale pousse alors les matériaux et les instructions dans le carton. Si un phénomène de stagnation se produit au cours du processus, le dispositif de surcharge situé sur la tige du piston fonctionne. À ce moment-là, le capteur envoie un signal qui arrête le fonctionnement de l’hôte.
Lorsque les matériaux et les brochures sont introduits avec précision dans le carton, celui-ci continue à avancer sous l’effet de la chaîne d’emballage. Après le dispositif de gaufrage, le caractère en acier est tapé et introduit dans la station de scellement du carton. Un dispositif d’élimination des déchets est installé sur le convoyeur de sortie, et tous les déchets détectés lors de la détection précédente peuvent être éliminés, afin de garantir la qualité des cartons emballés.

Bonjour, je suis Francis Wu, fondateur et directeur général de HonorPack, je dirige une usine de production de machines d’emballage en Chine depuis 20 ans, je discute de l’équipement et du fonctionnement avec notre personnel technique et je communique avec nos experts expérimentés en matière d’emballage.
Honor Packaging Machinery Co.
Building 17, No.16, Binhai 2nd Road, LongwanDistrict, Wenzhou, Zhejiang, Chine
Machine HonorPack
Répond généralement dans les minutes qui suivent
Vous avez des questions sur les machines d'emballage ?
🟢 Online | Politique de confidentialité
You may fill the form and let our sales assistant you to find the right machine.
Free sample pouch, material testing.
Puede completar el formulario y dejar que nuestro vendores recomenden la máquina adecuada
Vous pouvez remplir le formulaire et laisser nos vendeurs vous aider à trouver la machine qui vous convient.