- Macchina
- Soluzione



- Informazioni su


Interpack
May. 7-13, 2026
7a/B31
138a Fiera di Canton
October 15-19, 2025
19. 1K36  Italiano
Italiano















Ciao! Tutti.
HonorPack apprezza sinceramente i clienti di tutto il mondo che utilizzano le nostre macchine e le nostre linee di processo.
Ingegneri con una lunga esperienza nel campo dell’industria alimentare e farmaceutica forniranno non solo le macchine giuste, ma anche preziose soluzioni di produzione che tengono conto dell’ambiente di lavoro e della produttività con l’HACCP.
Con i nostri sforzi per portare al successo i clienti, siamo onorati di essere il partner di SUMSANG e del progetto Korea govement per aiutare le piccole imprese con macchine automatiche per sostituire la manodopera.
Promettiamo di costruire un futuro di successo insieme ai clienti con il nostro servizio tempestivo e corretto!
May. 7-13, 2026
7a/B31
October 15-19, 2025
19. 1K36
Italiano
Honorpack fornisce macchine per l’imballaggio secondario in cartone, progettazione di linee di produzione automatizzate, macchine per l’imballaggio, attrezzature per l’integrazione delle applicazioni e così via. Si applicano a prodotti alimentari, dolciari, hardware, medici, prodotti chimici di uso quotidiano e altri imballaggi di cartone. Contattaci oggi stesso per conoscere le storie di successo di altri clienti!
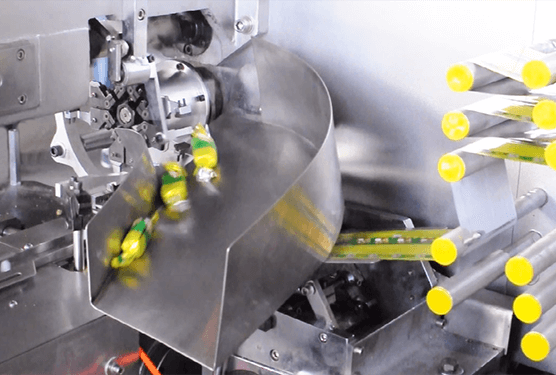
L’incartonatrice completamente automatica di Honorpack utilizza un sistema di controllo automatico con interfaccia uomo-macchina per completare il processo di confezionamento: piegatura del volantino, apertura del cartone, inserimento del materiale e delle istruzioni nel cartone, stampa del numero di lotto, sigillatura e così via. Le nostre macchine sono dotate di multisensori per rilevare il processo di confezionamento in tempo reale, scartando i prodotti non qualificati (senza materiale, senza manuale) e raggiungendo un tasso di rendimento del 100%.

Le incartonatrici Honorpack hanno un design modulare che consente un rapido cambio di materiale e una veloce commutazione e regolazione dei moduli di incartonamento. Le nostre cartonatrici sono progettate per un’ampia gamma di formati di cartone e per un rapido cambio di stili di imballaggio e possono essere personalizzate per soddisfare le tue esigenze di cartonaggio con l’aggiunta di colla, linguetta di inserimento, linea di punti facili da strappare, codifica e funzioni di distribuzione di istruzioni per l’uso.
Prodotti diversi avranno caratteristiche diverse. In media, la nostra incartonatrice può finire circa 50-150 in un minuto, per gli alimenti in base alle diverse velocità del sistema di alimentazione. Per le compresse, la velocità più elevata è di circa 300-500cpm.















Se lavori nell’industria alimentare, cosmetica, farmaceutica o chimica, una macchina incartonatrice è necessaria per produrre cartoni per imballare e consegnare i tuoi prodotti.
Le incartonatrici Honorpack sono adatte per sacchetti, bottiglie, prodotti farmaceutici (blister, tubi, fiale), bastoncini, tubi, vassoi, capsule…e molto altro ancora.



Clicca qui sotto per vedere il processo di produzione della macchina astucciatrice per diversi tipi di imballaggio.

L’incartonatrice verticale Honorpack è progettata per montare e riempire cartoni in verticale. I prodotti vengono solitamente caricati nei cartoni dall’alto e i cartoni vengono poi sigillati. Questo tipo di macchina è ideale per prodotti con forme e dimensioni costanti. Inoltre, è adatto per prodotti delicati e a flusso libero. Dalla pasta secca al contenuto di riso, la macchina verticale confeziona questi prodotti.

Questa macchina funziona caricando i prodotti nei cartoni dal lato. I cartoni sono in genere preformati e aperti orizzontalmente prima di essere riempiti. Questo tipo di macchina è adatta per articoli di forma irregolare e offre flessibilità nel confezionamento di prodotti di varie dimensioni.

La cartonatrice continua di Honorpack funzionerà con un sistema di movimento continuo per piegare, riempire e sigillare i cartoni senza pause. Con una velocità di confezionamento di 120-150 cartoni al minuto, la macchina aumenterà l’efficienza e sarà adatta alla produzione di massa.

L’incartonatrice intermittente Honorpack funziona in modo stop-and-go ed è adatta a cartoni di diverse dimensioni e a velocità ridotte. La macchina confeziona a una velocità di 50-60 cartoni al minuto e offre precisione per lotti più piccoli o per prodotti variegati con un’elevata performance di costo.



– La tua fonte unica per le macchine astucciatrici
OLTRE 20 ANNI DI ESPERIENZA
– CONCENTRATI SULLA PRODUZIONE DI MACCHINE PER L’IMBALLAGGIO
DESIGN ALL’AVANGUARDIA A PREZZI CINESI
– RISPARMIO SUI COSTI DEL 30% – 50%.
ESPANDERE LA RAGGIUNZIONE GLOBALE:
– Esportazione di macchine in oltre 50 paesi
MASSIMIZZARE L’ASSISTENZA POST-VENDITA
– ATTRAVERSO AGENTI LOCALI
SOLUZIONI DI CONFEZIONAMENTO COMPLETE
– ATTREZZATURE INTEGRATE PER LA PESATURA, IL RIEMPIMENTO, IL TRASPORTO, IL CONTROLLO, L’INCARTONAMENTO, LA ROBOTIZZAZIONE ECC.

Per saperne di più sulla macchina astucciatrice Struttura principale e principio di funzionamento
Questa macchina adotta una serie di trasmissioni complesse, che simulano l’azione manuale per completare il caricamento automatico del cartone, la spinta del cartone, la piegatura e la sigillatura del volantino e altri processi. Il flusso di lavoro di questa macchina è il seguente:
Il sistema pneumatico è composto da un generatore di vuoto e da una pompa del vuoto oil-free con valvola solenoide.
In primo luogo, il dispositivo di caricamento del materiale posiziona i materiali sulla stazione di trasporto ospite e il meccanismo di trasporto è dotato di un meccanismo di rilevamento fotoelettrico o di rilevamento del materiale, in modo da rilevare se il prodotto soddisfa i requisiti di produzione. Se soddisfa i requisiti di produzione, la produzione continua. Se non soddisfa i requisiti, la piegatrice di carta non dispone di un meccanismo di aspirazione del cartone o rimuove (personalizzato) le istruzioni posizionate sulla piegatrice di carta attraverso il cilindro di scarico. Sotto l’azione combinata dell’aria compressa e dell’aria vera, la piegatrice di carta viene aspirata e formata secondo i requisiti dell’utente. Dopo la consegna del fermaglio rotante, questo viene inviato alla catena di trascinamento della carta e guidato dalla catena di trascinamento della carta per spostarsi alla stazione di spinta in attesa di essere spinto. Allo stesso tempo, il meccanismo di aspirazione dei cartoni aspira i cartoni presenti nel magazzino, assiste il meccanismo di spinta dei materiali per distrarre i cartoni, li posiziona sulla catena per completare la spinta dei materiali e li sposta verso la stazione di spinta attraverso la catena di traslazione dei cartoni per attendere il bolo. Quando il sensore situato sul pannello frontale non rileva la presenza di un’istruzione per l’uso sulla catena di alimentazione della carta, il comando verrà trasmesso al PLC e, in un momento specifico, il cilindro di controllo del sistema pneumatico eliminerà il prodotto non conforme all’uscita.
Quando il cartone viene aspirato correttamente dal magazzino e cade sulla catena, il sensore all’estremità inferiore non emette alcun segnale; quando il cartone presenta un errore (ad esempio un inceppamento) nel processo di aspirazione, l’asta del cartone a pressione viene girata verso l’alto, il PLC invia il segnale di controllo, in modo che l’host smetta di funzionare e si riavvii dopo aver atteso la risoluzione del problema. Quando il cartone viene aspirato correttamente e inserito nella catena di cartoni ambulanti, il sensore situato sulla scheda intermedia rileva un segnale di cartone entro il tempo previsto. Quindi il meccanismo di spinta longitudinale spinge i materiali e le istruzioni nel cartone. Se durante il processo si verifica un fenomeno di stagnazione, il dispositivo di sovraccarico situato sull’asta dello stantuffo entra in funzione. A questo punto, il sensore invierà un segnale che interromperà il funzionamento dell’host.
Quando i materiali e il volantino vengono spinti con precisione all’interno del cartone, quest’ultimo continua ad avanzare spinto dalla catena del cartone. Dopo il dispositivo di goffratura, il carattere d’acciaio viene digitato e inserito nella stazione di saldatura del cartone. Un dispositivo di rimozione degli scarti è installato sul nastro trasportatore di uscita e tutti gli scarti rilevati durante il rilevamento precedente possono essere rimossi, in modo da garantire che i cartoni confezionati siano qualificati.

Ciao, sono Francis Wu, fondatore e direttore generale di HonorPack. Da 20 anni gestisco una fabbrica che produce macchinari per l’imballaggio in Cina, discutendo di attrezzature e funzionamento con il nostro personale tecnico e comunicando con i nostri esperti di imballaggio…
Honor Packaging Machinery Co.,Ltd
Edificio 17, No.16, Binhai 2nd Road, LongwanDistrict, Wenzhou, Zhejiang, Cina
Macchina HonorPack
In genere risponde in pochi minuti
Avete domande relative alle macchine per l'imballaggio?
🟢 Online | Politica sulla privacy
You may fill the form and let our sales assistant you to find the right machine.
Free sample pouch, material testing.
Puede completar el formulario y dejar que nuestro vendores recomenden la máquina adecuada
Compila il modulo e lascia che i nostri assistenti alle vendite ti trovino la macchina giusta.
Campione gratuito di busta, test del materiale.