- Máquina
- Solução



- Sobre você


Interpack
Maio. 4-10, 2025
8bD80-8
137ª Feira de Cantão
15 a 19 de abril de 2025
19.1B22  Português
Português















Olá! Todos vocês.
A HonorPack agradece sinceramente aos clientes de todo o mundo que utilizam nossas máquinas e linhas de processo.
Os engenheiros com longa experiência na área de indústrias alimentícias e farmacêuticas fornecerão não apenas as máquinas certas, mas também soluções de produção valiosas que cuidam do ambiente de trabalho e da produtividade com HACCP.
Com nossos esforços para trazer o sucesso do cliente, temos a honra de ser parceiros da SUMSANG e do projeto do governo da Coreia para ajudar pequenas empresas com máquinas automáticas para substituir o trabalho braçal.
Prometemos um futuro de sucesso junto com os clientes com nosso serviço correto e pontual!
Maio. 4-10, 2025
8bD80-8
15 a 19 de abril de 2025
19.1B22
Português
A Honorpack fornece a você máquinas de embalagem secundária de cartonagem, projeto de linha de produção automatizada, máquinas de embalagem, equipamentos de integração de aplicativos e assim por diante. Aplicável a alimentos, confeitos, hardware, produtos médicos, produtos químicos diários e outras embalagens cartonadas de back-end. Entre em contato conosco hoje mesmo para conhecer mais histórias de sucesso de clientes!
A máquina de cartonagem totalmente automática da Honorpack usa um sistema de controle automático com interface homem-máquina para concluir o processo de embalagem de dobragem do folheto, abertura da caixa, material e instruções na caixa, impressão do número do lote, selagem e assim por diante. Nossas máquinas são equipadas com vários sensores para detectar o processo de embalagem em tempo real, rejeitando produtos não qualificados (sem material, sem manual) e atingindo uma taxa de rendimento de 100%.

As máquinas de cartonagem da Honorpack têm um projeto modular para troca rápida de material e troca e ajuste rápidos dos módulos de cartonagem. Nossas máquinas de cartonagem são projetadas para uma ampla variedade de tamanhos de caixas e para a troca rápida de estilos de embalagem, e podem ser personalizadas para atender às suas necessidades de cartonagem, adicionando cola, lingueta de inserção, linha de pontos de fácil remoção, codificação e recursos de distribuição de manual de instruções.
Em média, nossa máquina de cartonagem pode terminar aproximadamente 50-150 em um minuto, para alimentos com base em diferentes velocidades do sistema de alimentação. Para comprimidos, a velocidade mais rápida é de cerca de 300 a 500 cpm.















Se você trabalha no setor alimentício, cosmético, farmacêutico ou químico, uma máquina de cartonagem é necessária para produzir caixas para embalar e entregar seus produtos.
As máquinas de cartonagem da Honorpack são adequadas para sacos, garrafas, produtos farmacêuticos (blisters, tubos, frascos), bastões, tubos, bandejas, cápsulas… e muito mais.



Clique abaixo para ver o processo de produção da máquina de cartonagem para diferentes tipos de embalagem.

A máquina de cartonagem vertical Honorpack foi projetada para montar e encher caixas de papelão em uma orientação vertical. Normalmente, os produtos são carregados nas caixas por cima e, em seguida, as caixas são seladas. Esse tipo é ideal para produtos com formas e tamanhos consistentes. Além disso, é adequado para produtos delicados e de fluxo livre. De massas secas a conteúdo de arroz, a máquina vertical embala esses produtos.

Essa máquina opera carregando produtos em caixas de papelão pela lateral. Normalmente, as caixas são pré-formadas e abertas horizontalmente antes de serem preenchidas. Esse tipo é adequado para itens de formato irregular e oferece flexibilidade na embalagem de vários tamanhos de produtos.

A máquina de cartonagem contínua da Honorpack trabalhará com um sistema de movimento contínuo para dobrar, encher e selar as caixas sem pausas. Com uma velocidade de empacotamento de 120-150 caixas/minuto, a máquina aumentará a eficiência e será adequada para produção em massa.

A máquina de cartonagem intermitente Honorpack opera de forma intermitente, adequada para diversos tamanhos de caixas e velocidades mais lentas. A máquina embala a uma velocidade de 50 a 60 caixas/minuto e oferece precisão para lotes menores ou produtos variados com alto desempenho de custo.



– Sua fonte única de máquinas de cartonagem
MAIS DE 20 ANOS DE EXPERIÊNCIA
– FOCO NA FABRICAÇÃO DE MÁQUINAS DE EMBALAGEM
DESIGN DE PONTA A PREÇOS CHINESES
– ECONOMIA DE CUSTOS DE 30% A 50%.
EXPANDINDO O ALCANCE GLOBAL:
– MÁQUINA DE EXPORTAÇÃO PARA MAIS DE 50 PAÍSES
MAXIMIZAR O SERVIÇO PÓS-VENDA
– POR MEIO DE AGENTES LOCAIS
SOLUÇÕES DE EMBALAGEM DE LINHA COMPLETA
– EQUIPAMENTOS INTEGRADOS PARA PESAGEM, ENVASE, TRANSPORTE, VERIFICAÇÃO, CARTONAGEM, ROBÓTICA ETC.

Saiba mais sobre a máquina de cartonagem Estrutura principal e princípio de funcionamento
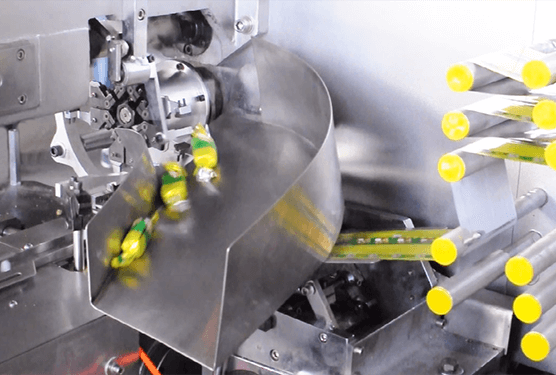
Essa máquina adota uma série de transmissões complexas, simulando a ação manual para concluir o carregamento automático da caixa, empurrar a caixa, carregar a caixa, dobrar e selar o folheto e outros processos. O fluxo de trabalho dessa máquina é o seguinte:
O sistema pneumático é composto por um gerador de vácuo e uma bomba de vácuo sem óleo com válvula solenoide.
Primeiro, o dispositivo de carregamento de material colocará os materiais na estação de transporte do host, e o mecanismo de transporte é equipado com um mecanismo de detecção fotoelétrico ou de detecção de material, de modo a detectar se o produto atende aos requisitos de produção. Se ele atender aos requisitos de produção, a produção continuará. Se não atender aos requisitos, a máquina de dobrar papel não tem um mecanismo de sucção de caixa de papelão ou remove (personalizada) as instruções colocadas na máquina de dobrar papel por meio do cilindro de resíduos. Sob a ação combinada de ar comprimido e ar verdadeiro, a dobradeira de papel é aspirada e formada de acordo com os requisitos do usuário. Após a entrega do clipe de papel rotativo, ele é enviado para a corrente de transporte de papel e acionado pela corrente de transporte de papel para se deslocar até a estação de empurrar e aguardar o empurrão. Ao mesmo tempo, aspire as caixas de papelão colocadas no depósito de caixas de papelão pelo mecanismo de sucção de caixas de papelão, auxilie o mecanismo de empurrar materiais para distrair as caixas de papelão, coloque-as na corrente para completar os materiais de empurrar e mova-as para a estação de empurrar por meio da corrente de transporte de caixas de papelão para aguardar o bolus. Quando o sensor localizado no painel frontal não detectar que há uma instrução para uso na corrente de alimentação de papel, o comando será transmitido ao PLC e, em um momento específico, o cilindro de controle do sistema pneumático eliminará o produto não conforme na saída.
Quando a caixa de papelão é sugada corretamente do depósito e cai na corrente, o sensor na extremidade inferior não emite nenhum sinal; quando a caixa de papelão apresenta falha (como atolamento) no processo de sucção, a haste da caixa de pressão é virada para cima, o PLC envia o sinal de controle, de modo que o host para de funcionar e reinicia após aguardar a solução de problemas. Quando a caixa de papelão é sugada corretamente e colocada na corrente da caixa de papelão, o sensor localizado na placa intermediária detecta um sinal de caixa de papelão dentro do tempo pendente. Em seguida, o mecanismo de empurrar longitudinalmente empurra os materiais e as instruções para dentro da caixa. Se ocorrer o fenômeno de estagnação durante o processo, o dispositivo de sobrecarga localizado na haste do êmbolo funcionará. Nesse momento, o sensor enviará um sinal que interromperá a operação do host.
Quando os materiais e o folheto são empurrados com precisão para dentro da caixa, a caixa continua a avançar impulsionada pela corrente da caixa. Após o dispositivo de gravação, o caractere de aço é digitado e inserido na estação de selagem da caixa. Um dispositivo de remoção de sucata é instalado na correia transportadora de saída, e toda a sucata detectada na detecção anterior pode ser removida, de modo a garantir que as caixas embaladas sejam qualificadas.

Olá, sou Francis Wu, fundador e gerente geral da HonorPack. Há 20 anos dirijo uma fábrica de máquinas de embalagem na China, discuto equipamentos e operações com nossa equipe técnica e me comunico com nossos experientes especialistas em embalagens.
Desbloqueie o poder da embalagem
Honor Packaging Machinery Co.,Ltd
Edifício 17, No.16, Binhai 2nd Road, LongwanDistrict, Wenzhou, Zhejiang, China
Máquina HonorPack
Normalmente, responde em minutos
Alguma dúvida relacionada à máquina de embalagem?
🟢 Online | Política de privacidade
You may fill the form and let our sales assistant you to find the right machine.
Free sample pouch, material testing.
Puede completar el formulario y dejar que nuestro vendores recomenden la máquina adecuada
Você pode preencher o formulário e deixar que nosso assistente de vendas encontre a máquina certa para você.
Bolsa de amostra grátis, teste de material.